Laserbearbeitung großer Flächen mit hoher Strukturdichte
Hohe Präzision – Hoher Durchsatz – Simultane Ansteuerung
Die großflächige Bearbeitung von Strukturen mit hoher Dichte, z. B. durch Laserbohren und Lasermarkieren von Leiterplatten (PCB), erfordert Lösungen, die eine hohe Präzision und hohe Durchsatzraten bieten. In diesem anwendungsspezifischen Tech Demonstrator sind Positioniersysteme mit mehreren Achsen und ein hochdynamischer Galvanometerscanner, der die Anforderungen der industriellen Produktion erfüllt, miteinander kombiniert.
Die SCANLAB GmbH produziert Galvanometerscanner, von denen bestimmte Modelle in der Lage sind, einen 2D-Scankopf und zwei mechanische Achsen (z. B. einen XY-Positioniertisch mit zwei Servoachsen) synchron anzusteuern. Die ACS Motion-Controller-Plattform von PI ermöglicht diese Funktionalität mit dem sogenannten XL SCAN-Verfahren. Bei Einsatz mit einem motorisierten Positionierer von PI bietet die Lösung einen nahezu unbegrenzten Arbeitsbereich.
XL SCAN ermöglicht den kontinuierlichen Betrieb über große Flächen hinweg, wodurch Leerlaufzeiten vermieden und Stitching-Fehler eliminiert werden. Die Möglichkeit der Erweiterung des Sichtfelds (FOV) um die Stellwege der Positioniertische bietet den Vorteil, dass die Optik in Bezug auf Genauigkeit, Spotgröße und Leistung fixiert und verwaltet werden kann.
Systemintegratoren sind für die Integration der Komponenten, die Konfiguration der Steuerungssoftware, die Kalibrierung des Systems und die Behebung aller während des Integrationsprozesses auftretenden Probleme verantwortlich. Ihre Expertise ist dabei von entscheidender Bedeutung, damit XL SCAN-Systeme die gewünschte Leistung und Funktionalität erreichen können.
Vorteile der XL SCAN Automatisierungslösung
- Erweiterte Bearbeitungsfläche
- Höherer Durchsatz
- Verbesserte Bearbeitungsgenauigkeit bis in den Mikrometerbereich
- Keine „Stitching“ Fehler
- Hochdynamische Prozesse ohne Tisch-Vibrationen
- Automatische Lasersteuerung, z.B. Spot Distance Control (SDC)
- Mehrere Scan-Köpfe und Werkstückbewegungssysteme möglich


Laserstrahlsteuerung
- Schnelles und präzises Scansystem von SCANLAB mit einem XY-Galvanometer-Scanner
>> SCANLAB excelliSCAN Scan-Kopf

Werkstückpositionierung
- XY-Linearmotor-Tische oder Planarscanner für hervorragende geometrische Eigenschaften und hohe Geschwindigkeiten
>> V-731 Hochpräzisions-Kreuztisch - Optionaler Granitunterbau zur Optimierung der Systemgenauigkeit
- Alternative Gantry-Anordnung mit stationärem Werkstück und beweglichem Scansystem

Bewegungssteuerung
- Eine von SCANLAB und ACS Motion Control gemeinsam entwickelte Motion-Control-Lösung integriert digitale Scannertechnologie über eine EtherCAT®-basierte industrielle Vernetzung
- >> ACS Motion Controllers
>> ACS Drive Modules - Synchronisation des Scanner Controllers und des ACS EtherCAT® Motion Controllers über die SL2-100 EtherCAT®-Schnittstelle
>> ACS SLEC Laser Control - Steuerungskonzept, das die synchrone Steuerung der Positioniertische, des Scanners und des Lasers während der Bearbeitung koordiniert
>> ACS SPiiPlusSPC
>> SCANLAB syncAXIS Software
System in Bewegung

Schematische Darstellung eines Standard XL SCAN-Aufbaus
Das XL SCAN-Verfahren ermöglicht eine gleichzeitige und koordinierte Steuerung des Scanners, der Positioniersysteme und des Lasers. Die Steuerungssoftware von XL SCAN teilt die gewünschte Mustertrajektorie automatisch in einen Pfad für den Scanner, einen Pfad für das XY-Positioniersystem und die Ansteuerung des Lasers auf. Der Scanner übernimmt hochfrequente Bewegungen über kurze Stellwege. Die Positioniertische vergrößern entsprechend ihrer langen Stellwege den Arbeitsbereich.

Extended Process Area and Increased Throughput
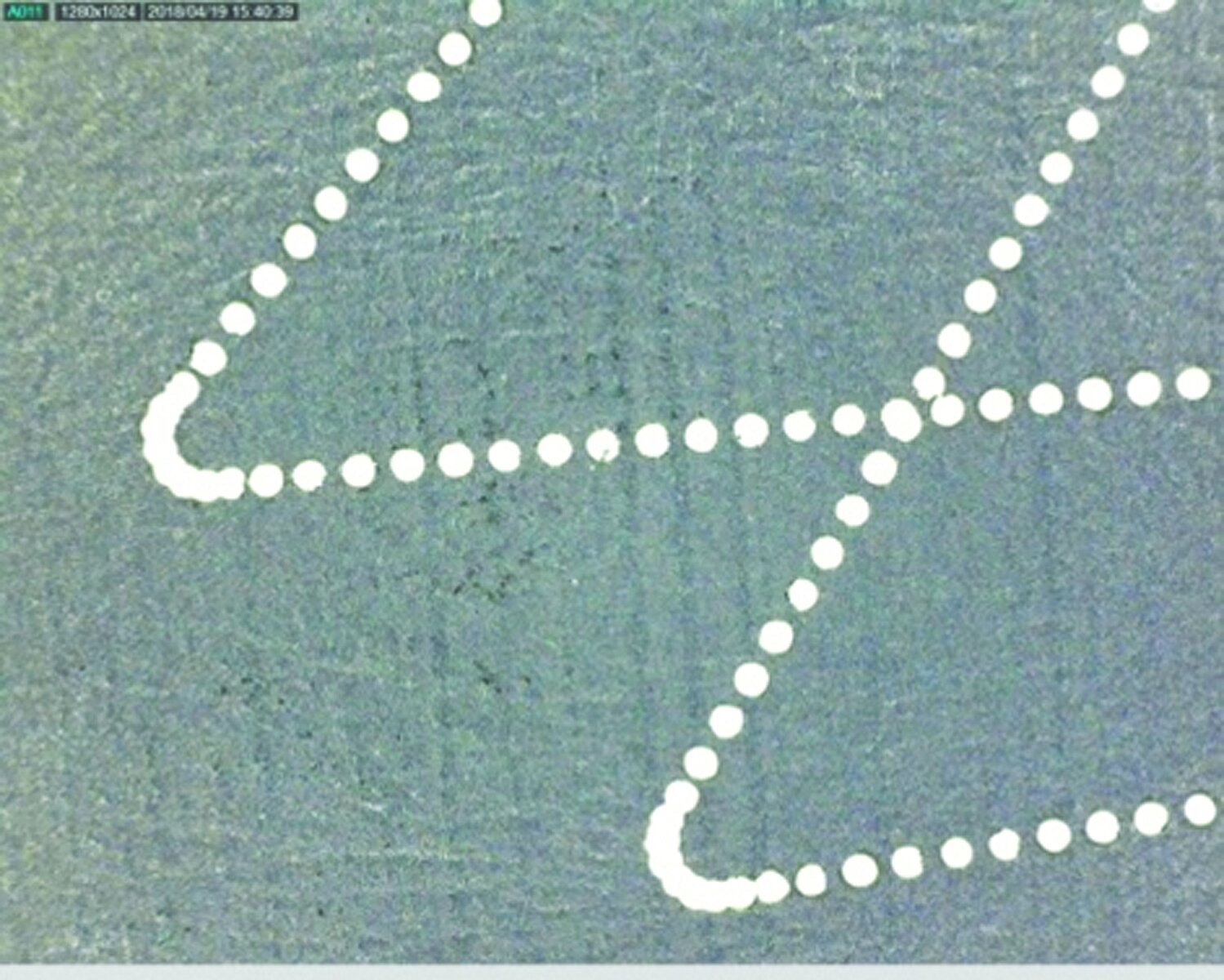
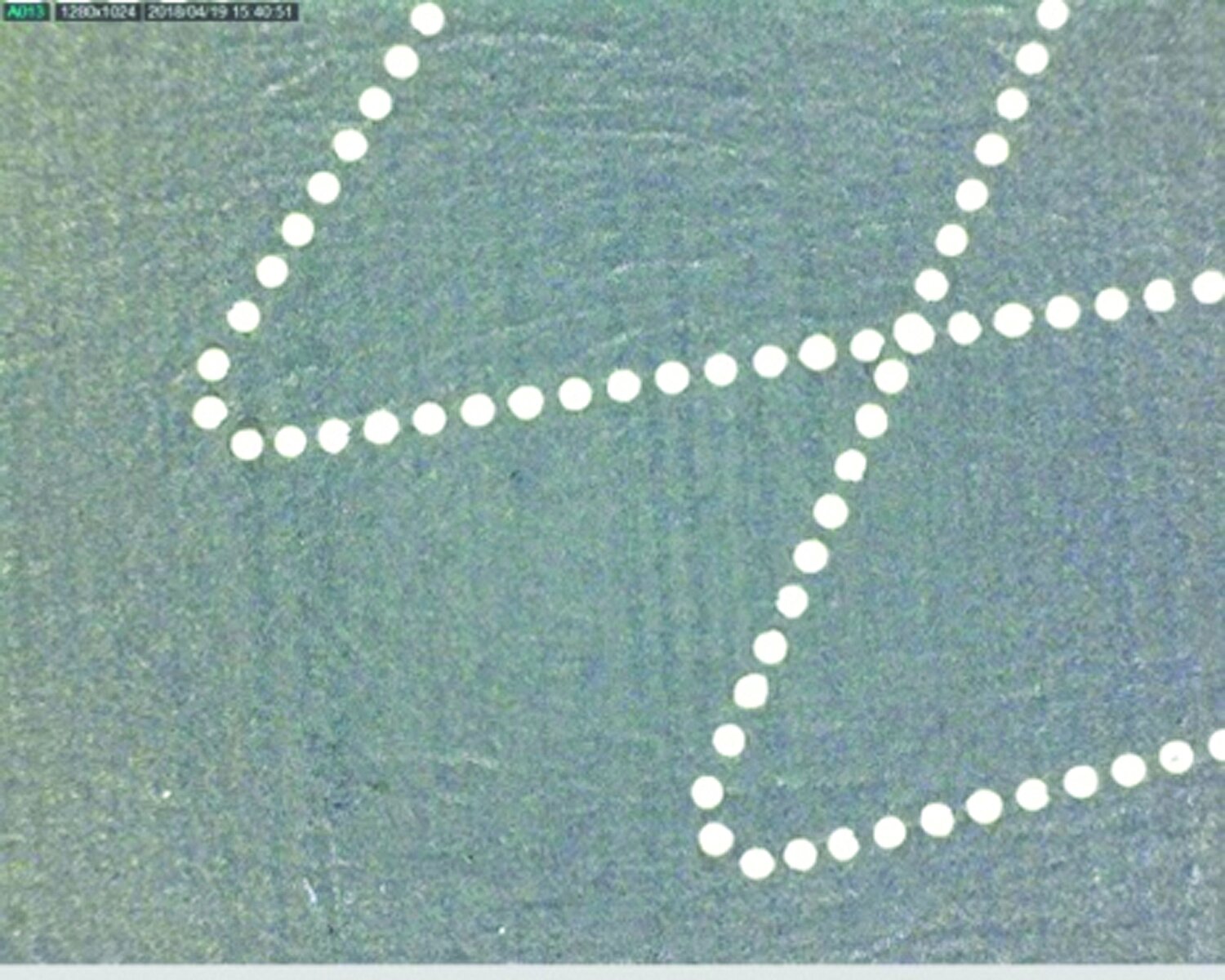
Conventional methods for processing large fields use a “step and scan” approach, which divides the machining area into individual sections. This piecewise processing is slower and generates stitching errors at boundaries. XL SCAN provides a working area enlarged by the long travel ranges of the PI motion systems and allows fast continuous motion across the extended field without stitching errors.
Increased Accuracy
The XL SCAN method takes advantage of the zero tracking error of the excelliSCAN scan head. In combination with the XL SCAN trajectory planning, the advanced jerk-limited motion control and PI’s motion systems with corresponding dynamics, straightness, flatness, and precision, high process accuracies can be achieved. The process accuracy of the scan head is proportional to the distance of the processing point from the center of the scanning field. XL SCAN enables the scan head to work closest to the center of its FOV which in turn is directly related to accuracy.
Simultaneous Control of Spot Distance and Pulse Energy
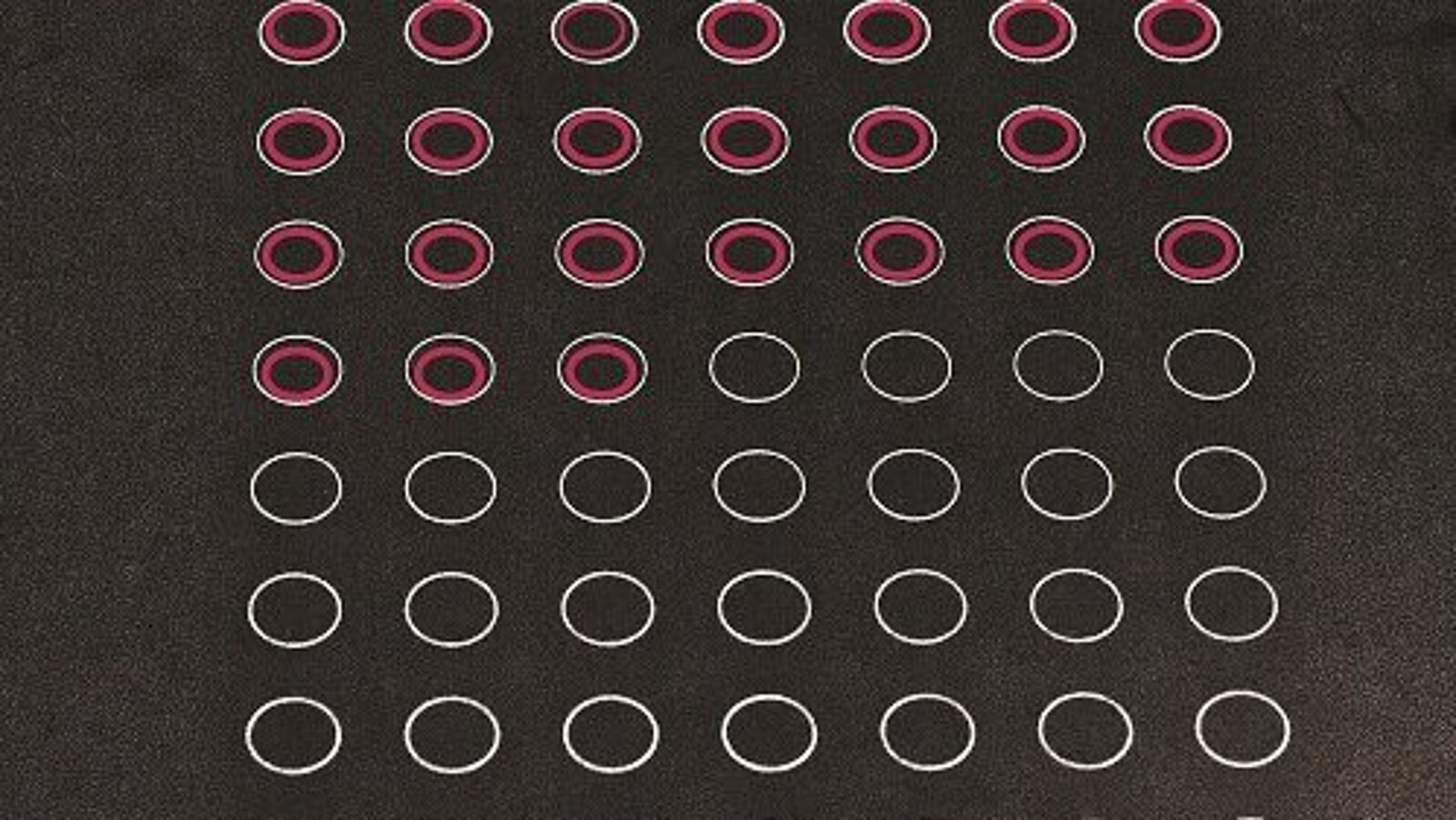
Both pulse energy and the spot distance can be controlled simultaneously. Spot distance control (SDC) outputs to the laser either a single pulse or a series of pulses. SDC allows a constant energy deposition per unit length. Triggering a laser pulse is based on the travel distance and is independent of the movement speed and the pattern of the laser path. Curved and straight sections can be processed at there respective maximum speed while maintaining accuracy and maximum throughput.
Ramping of Laser Power and Deflection-Angle-Dependent Control
For certain processing operations, a specific laser power along a path may need to be defined. XL SCAN allows the user to define the power level specifically for different parts of the path. In addition, laser spot size depends on the deflection angle of the scan head. The deflection-angle-dependent laser control of XL SCAN keeps energy density constant and minimizes spot size variations along the laser path.

Downloads
Automatisierungsplattformen für die Lasermaterialbearbeitung
Präzision – Durchsatz – synchronisierte Bewegung









Haben Sie Fragen zu unseren Lösungen? Unsere Spezialisten helfen Ihnen gerne weiter!
Kontakt aufnehmen!